
La complejidad de nuestro negocio es el resultado de la comprometida relación entre variables clave, como la capacidad de producir una amplia variedad de productos, fabricados con los más altos estándares de calidad, y la satisfacción de las exigencias normativas asociadas a los procesos de registro.

Trabajamos incansablemente para promover un funcionamiento sostenible y seguro, y somos capaces de producir y suministrar una amplia gama de productos con una calidad reconocida por nuestros clientes. Esto es gracias a nuestras modernas instalaciones de fabricación, a la cualificación de nuestros trabajadores y al hecho de que contamos con uno de los mejores laboratorios de desarrollo de formulaciones de Europa, lo que nos proporciona una ventaja competitiva en el análisis de materias primas, ingredientes activos y productos acabados y semiacabados.
Plantas modernas y sofisticadas
En Setúbal, Portugal, gestionamos unas instalaciones modernas y sofisticadas dedicadas principalmente a nuestra actividad de protección de cultivos. Estas unidades están totalmente adaptadas a las necesidades de nuestro negocio, combinando flexibilidad, eficiencia y seguridad medioambiental, garantizando las mejores condiciones de seguridad para nuestros empleados.
Las plantas constan de cuatro emplazamientos totalmente independientes:
Planta de fungicidas e insecticidas
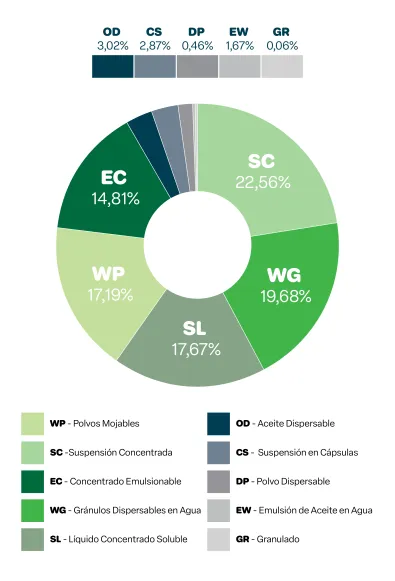
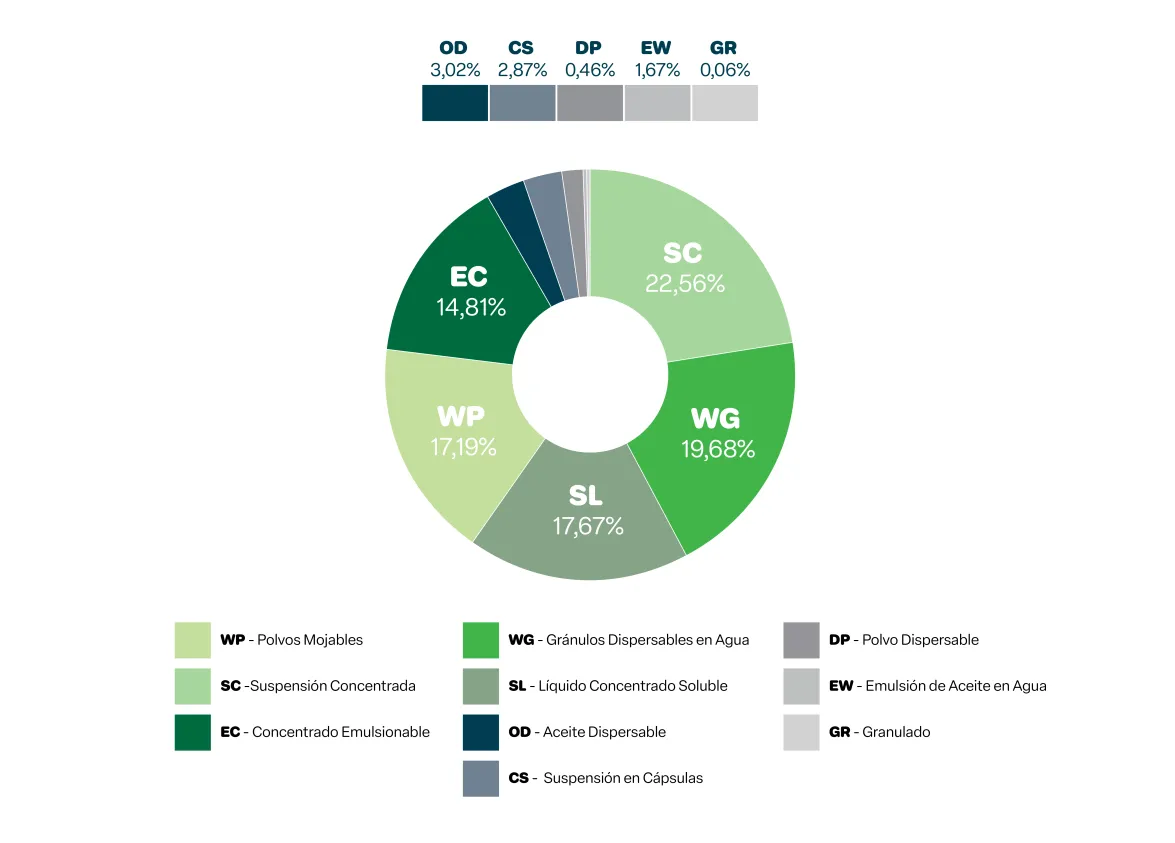
Esta unidad produce productos agroquímicos en estado sólido en forma de polvo dispersable (DP), polvo mojable (WP) y gránulos dispersables en agua (WG), tanto mediante procesos de secado por aspersión como de extrusión. Análogamente, los productos agroquímicos en estado líquido se fabrican en forma de concentrados emulsionables (EC), concentrados solubles (SL), concentrados en suspensión o fluidos (SC), emulsiones de agua en aceite (EO), suspensión en cápsulas (CS) y también formulación mixta de CS y SC (ZC). Se usan diferentes tipos de procesos de fabricación en función del tipo de formulación, la sustancia activa y las propiedades físico-químicas.
Para envasar los productos agroquímicos en estado sólido y líquido se usan diferentes técnicas de envasado, según su formulación final.
Planta herbicida
Nuestra unidad de planta de herbicidas produce soluciones agroquímicas en varias formas: Concentrados en suspensión (SC), concentrados solubles (SL), suspoemulsión (SE), concentrados emulsionables (EC), suspensión en cápsula (CS) y dispersión en aceite (OD). Esta unidad también cuenta con una instalación dedicada a la producción de glifosato, desde el proceso de aminación hasta el producto formulado, con una capacidad total de aproximadamente 11 millones de litros.
Los procesos de fabricación y las técnicas de envasado son similares a los descritos para las plantas fungicidas e insecticidas.
Planta de sulfonilureas
En esta planta formulamos y envasamos sulfonilureas en estado sólido (WG) y líquido (OD). Como medida de seguridad, estas instalaciones funcionan con salas blancas separadas en función de los procesos. Estas instalaciones están totalmente dedicadas, separadas y aisladas de otras unidades de producción.
Experiencia en formulación
Gracias a la mejora constante y a la adaptación a las tendencias y necesidades del mercado, en ASCENZA hemos desarrollado un sólido conocimiento en el campo de la formulación.
Esto ha sido fundamental para nuestra estrategia de añadir valor a nuestras moléculas clave, lo que supone una importante ventaja competitiva en cuanto a nuestro esfuerzo de diferenciación, con el objetivo de servir mejor a nuestros clientes y agricultores.
Actualmente, en Setúbal, trabajamos con tipos de formulación modernos, incluso los más exigentes a nivel técnico.
Para soportar nuestro modelo de negocio, la capacidad de los laboratorios es un elemento clave de nuestra estrategia.
Por un lado, garantiza los máximos estándares de calidad operativa, desde las materias primas hasta el producto final. Esto se consigue a través de nuestro laboratorio de control de calidad con certificación BPL.
Por otro lado, nuestros laboratorios también asisten a todos nuestros desarrollos de I+D y actividades de reglamentación. Con el apoyo de una amplia gama de normas internacionales de certificación, nuestra capacidad de laboratorio cubre las siguientes necesidades empresariales clave:
- Laboratorio físico-químico BPL
- Laboratorio de residuos de pesticidas BPL
- Unidades de ensayo de eficacia y residuos (BPE y BPL)
- Laboratorio de desarrollo de formulaciones
- Laboratorio de cribado y síntesis
- Unidad piloto de síntesis








